Le pressage est un procédé verrier qui utilise des moules façonnés spécifiquement pour mettre en forme le verre chaud. Les matériaux traditionnellement utilisés nécessitent l’utilisation de lubrifiant pour éviter le collage du verre et maintenir la cadence des pressages. Dans le projet Matrex 2, nous avons cherché à étudier le comportement de nouveaux matériaux de moule pour évaluer leur performance en termes d’usure et de facilité de démoulage.
Matrex 2 a débuté en 2020 et s’est terminé fin 2022. Pendant ces trois années de recherche collaborative, l’équipe du projet a testé un éventail de matériaux vis-à-vis de leur résistance au contact du verre, aux forces exercées pendant le pressage et à l’utilité d’un lubrifiant. Par exemple, appliquer le lubrifiant n’est pas forcément facile et agréable sans se retrouver avec les mains ou le front recouvert de noir.
Dans un premier temps, nous avons testé les matériaux les plus prometteurs sur échantillon en simulation de frottement avec et sans lubrification, ce qui nous a permis de finaliser la liste des candidats pour leur test sous presse.

Après usinage des moules, nous avons réalisé des campagnes de pressages :
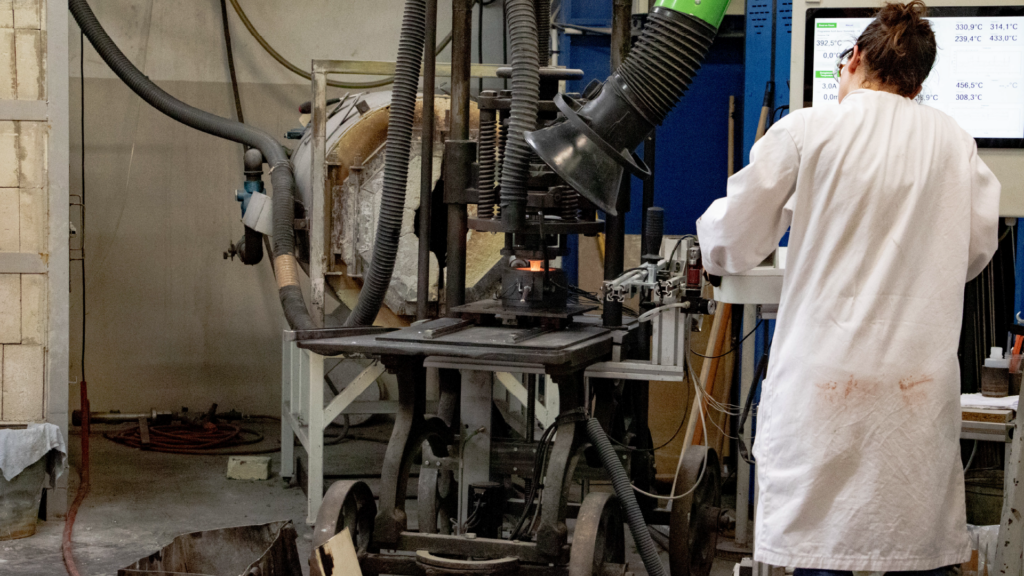
- Le verre est sorti du four de fusion, puis placé au cœur du moule. Le procédé se poursuit en positionnant l’ensemble sous le poinçon de la presse et il peut alors descendre, répartissant le verre dans toutes les parties du moule.
- Les pressages se répètent de façon cadencée pour avoir un maintien de la température du moule et ainsi optimiser le contact avec le verre.
- La comparaison entre l’aspect de surface des pièces en verre entre les premiers pressages et les derniers réalisés donne une bonne indication de l’évolution de l’usure du matériau testé.
- À l’œil, on peut déjà voir les défauts apparaître et juger du bénéfice du matériau utilisé. De plus la presse, en plus d’être automatisée, est instrumentée, ce qui nous permet d’avoir un suivi en température du moule tout au long des essais et de visualiser la réponse du matériau au cours du temps.
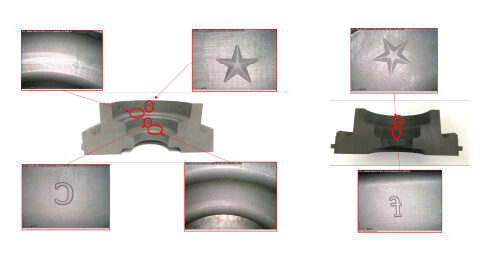
La mise en place de ces campagnes de tests nous a permis de comparer des matériaux traditionnellement utilisés dans le pressage verrier, tel que de la fonte, avec des matériaux moins conventionnels tels que du graphite. Ainsi, nous avons pu tester une nuance spécifique de graphite dans des conditions de pressage traditionnelles. L’empreinte usinée présente des gravures et des spécificités géométriques pour mettre à l’épreuve le matériau lors de l’écoulement du verre à sa surface pendant les pressages.


Les résultats les plus probants du projet ont été obtenus suivant les deux aspects principaux de l’étude :
- Dans un premier temps, la lubrification du moule qui a été nécessaire de façon répétée tout au long des campagnes de pressage sur la fonte traditionnelle, n’a pas été bénéfique pour le matériau en graphite. Les tests ont été réalisés avec et sans lubrification, et les résultats étaient comparables, voire meilleurs sans l’application du lubrifiant. Le bénéfice est double, nous n’avons plus à manipuler le produit qui va dégager des vapeurs lors des pressages et il n’y a plus de pièces à mettre au rebut de par les traces résiduelles de lubrifiant qu’elles peuvent avoir.
- De plus le graphite s’est montré assez résistant pour subir les cinq campagnes de 250 pressages réalisées, au contraire du moule en fonte qui a montré l’apparition de défauts tels que des écaillages à l’issue du même nombre de pressage. Ce graphite spécifique utilisé ici répond aux besoins que nous souhaitions combler lors de ce projet, cependant des questions restent encore en suspens. En effet, ici seules les empreintes du moule ont été usinées en graphite, la prochaine étape serait de réaliser des tests similaires en usinant un poinçon dans ce matériau prometteur.
C’est cette partie du procédé de pressage qui est la plus contrainte au niveau des températures atteintes et de pressions subies, et la mise à l’épreuve du graphite sur cette pièce serait riche d’enseignement.
Ces derniers questionnements vont pouvoir être étudiés dans le projet collaboratif Corthémis qui a débuté en 2023.
Matrex 2 est un projet qui a été réalisé en partenariat avec le CRITT MI, ICAR-CM2T et HOLO3 et co-financé par la Région Grand Est et par l’Union Européen avec le FEDER.